Artículo obtenido mediante engormix, bajo la autoría del Ing. Omar Torrecilla Gonzalez, Ingeniero Químico. Alimentos Rio Zaza S.A. Cuba
La limpieza
La limpieza es una parte importante de la producción de leche y la efectividad del proceso de limpieza tiene considerables implicaciones sobre la calidad del producto final. Todas las superficies de equipos usados en la producción de leche se ensuciarán tarde o temprano. Una superficie mal limpiada puede estropear la producción de un día entero. El propósito de la limpieza es limpiar tanto como sea necesario para liberarse de impurezas y para reducir la cantidad de bacterias.
Una superficie limpiada concienzudamente es más fácil de esterilizar. El resultado del proceso de esterilización depende, entre otras cosas, de la cantidad de microorganismos resistentes presente sobre la superficie al comienzo de dicho proceso.
Además, los microorganismos embutidos dentro de impurezas son habitualmente más difíciles de destruir.
Se usan en general dos métodos para remover impurezas:
CIP (Cleaning in place - limpieza in situ o limpieza sin desmontar): Limpieza de partes completas de una planta o de circuitos de tubería, realizada sin desmontar o abrir el equipo y con poca o ninguna intervención manual del operador.
COP (Cleaning out of place - limpieza fuera de posición): Los artículos a limpiar se colocan en una máquina lavadora, o se dejan "en posición" y se bombean detergentes y agentes de limpieza a través de los mismos.
Conceptos relacionados con la limpieza.
Impurezas: Cualquier materia indeseable, incluyendo residuos de producto, que contenga o no microorganismos.
Remoción: efectos de limpieza mecánico, químico y térmico
Detergentes: ejemplos de los agentes limpieza usados son la soda cáustica (NaOH), el ácido nítrico (HNO3) o el ácido fosfórico (H3PO4)
En algunas situaciones, los agentes de limpieza compuestos darán un resultado óptimo.
Procesos: CIP o COP.
Efecto sobre los materiales: Todos los detergentes usados para limpiar en los procedimientos CIP/COP son muy corrosivos de los materiales metálicos. Causan además la descomposición del plástico y de las gomas.
Métodos de ensayo: La verificación de la efectividad de la limpieza debe considerarse como una parte esencial de las operaciones de limpieza. Puede realizarse de tres maneras: comprobación visual, inspección bacteriológica, y ensayos de hisopado directos.
Una superficie limpia
Físicamente limpia: libre de impurezas visibles.
Químicamente limpia: La superficie se presenta totalmente libre de cualquier traza de residuos químicos.
Microbiológicamente limpia: libre de microorganismos vivientes.
Superficie de contacto con el producto: Toda superficie en el camino propuesto del producto durante el proceso de la producción y superficies desde donde residuos debidos a salpicaduraspuedan volver al producto.
Acabado de la superficie
Acabado de la superficie: es el término usado para describir la condición de una superficie metálica con respecto a su limpieza y pulido metalúrgicos.
Rugosidad superficial: son las desviaciones o irregularidades sutilmente espaciadas que establecen el contorno predominante de la superficie. Rugosidad superficial (superficies en contacto con producto): La partes metálicas deben tener una rugosidad superficial equivalente a Ra 0.8 mm o menos.
El acabado superficial para materiales poliméricos debe ser tal que la aptitud de limpieza sea comparable a la prescripta para materiales metálicos.
Ondulación (waviness): comprende irregularidades de mayor espaciamiento que la rugosidad
Dirección (lay): es la dirección del contorno superficial predominante.
Ra: desviación aritmética media en micrómetros (mm). La media aritmética de los desvíos de la curva hacia arriba y hacia abajo de la línea de referencia, en la longitud de muestreo prescripta.
Suciedades
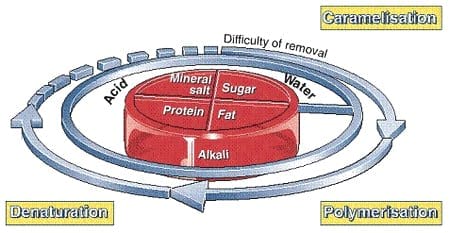
Azúcar: Soluble en agua y fácil de remover. Más difícil de remover cuando se calienta a altas temperaturas durante la producción (porque ocurre una caramelización).
Proteína: Insoluble en agua. Es soluble en álcalis y algo soluble en ácidos. Muy difícil de eliminar, mucho más cuando se calienta porque la proteína se desnaturaliza.
Desnaturalización Ciertos enlaces químicos en la molécula de proteína se rompen, cambiando la estructura de la misma. Las proteínas pueden a veces volver a su estado original, con una restauración de sus funciones biológicas. En muchos casos, sin embargo, la desnaturalización es irreversible.
Grasa: Insoluble en agua. Soluble en álcalis. Muy difícil de remover, más cuando se calienta porque polimeriza.
Sales y minerales: La leche contiene una cantidad de minerales. La concentración total es menor que 1%. Las sales minerales están en solución en el suero de la leche o en compuestos de la caseína. Las sales más importantes son las de calcio, sodio, potasio y magnesio. A efectos de limpieza, su solubilidad en agua varía. La mayoría es soluble en ácidos, variando desde fáciles a difíciles de remover. Son por lo general fáciles de eliminar en caliente.
Limpieza manual
La limpieza manual todavía es una parte grande e importante de las rutinas diarias de la industria alimentaria. Deben tomarse medidas para facilitar esta parte de la operación, así como incorporarel tiempo necesario en la planificación de la producción. El resultado de la limpieza manual depende principalmente de dos factores, ejecución y equipo.
Ejecución: La forma en que se realice la limpieza depende de la motivación y de la competencia, Ambas pueden influirse sólo a través de entrenamiento e información. Son necesarias instrucciones claras, incluyendo descripciones del trabajo, tipo de agentes de limpieza a usar, intervalos entre limpiezas, etc.
Equipo: Es esencial un buen equipamiento, apropiado para el trabajo, así como buenos medios para almacenarlo cuando no se use.
Se recomienda un sistema de identificación, que permita distinguir el equipamiento usado para limpiar pisos, del usado para limpiar tanques, etc. También podrían separarse las diferentes áreas de la misma manera para evitar las contaminaciones cruzadas.
Detergentes a utilizar
Un detergente debe ser capaz de remover varios diferentes tipos de suciedad. Varias sustancias químicas son requeridas para lograr esto.
- Los álcalis son usados en los detergentes para disolver las proteínas y convertir la grasa en una forma más fácilmente soluble. Tienen también cierto efecto bactericida. Los álcalis más comunes son el Hidróxido de sodio (NaOH = sosa cáustica), los silicatos y los carbonatos.
Un asunto adicional con respecto a las soluciones de limpieza, agua y sosa cáustica, es su calidad microbiológica. Esta puede ser verificada fácilmente por el laboratorio. La razón para estas verificaciones es evitar la diseminación de la contaminación por la planta, debido a cargas altas de esporas en las soluciones de limpieza.
- Los ácidos son usados en los detergentes para remover los depósitos dejados por el agua dura y los sedimentos minerales. Los ácidos más comunes son el ácido nítrico (HNO3), el ácido fosfórico (H3PO4), ácido glucónico y ácido cítrico.
- Los fosfatos son frecuentemente usados en los detergentes como los inhibidores de corrosión en materiales no inoxidables. Tienen un efecto limpiador limitado, pero se usan también como agentes complejantes.
- Los agentes complejantes (agentes quelantes o secuestrantes) son agregados a los detergentes para evitar precipitaciones del agua dura, y para disolver las sales de calcio y de magnesio queya se hayan depositado.
Son ejemplos de agentes complejantes el EDTA (ácido etilendiaminotetracético), el NTA (ácido nitrilotriacético), los polifosfatos y las sales de sodio de los ácidos glucónico y cítrico.
- Los tensioactivos (agentes humectantes o surfactantes) son usados para reducir la tensión superficial y debido a eso facilitan el contacto entre la superficie, el detergente y la isuciedad.
- Otras substancias que son mezcladas en los detergentes, son los inhibidores de corrosión, agentes antiespumantes, agentes espumantes y solventes.
Un detergente puede venir en forma de líquido, espuma o gel. Los líquidos son más comunes. La espuma limpia más rápidamente que los líquidos, pero no puede usarse para CIP/COP. Una espuma representa el uso más eficiente de la química, pues se desintegra desde el interior, proveyendo constantemente reactivo químico fresco a la superficie contaminada. Esto también proporciona una buena adherencia.
Efecto sobre los materiales
Todos los detergentes usados para limpieza CIP/COP son muy corrosivos de los materiales metálicos y pueden causar la descomposición de plásticos y gomas.
Energía térmica: Cada detergente tiene una temperatura óptima para lograr una limpieza eficaz. Exceder esta temperatura no trae aparejada necesariamente una mejora, pero estar puede asociado con un deterioro.
Calidad del agua de limpieza
Frecuentemente se subestima o pasa por alto la importancia de la provisión de agua y su influencia sobre una limpieza in situ (CIP) exitosa. El agua es algo que se da por sentado, casi siempre está disponible en la canilla, limpia y pura. En la limpieza, la calidad del agua puede influir en la elección del agente de limpieza pero puede ser aún más importante desde el punto de vista de la posible corrosión del equipo. En lo que respecta al CIP, los parámetros más importantes son pH, contenido de cloro y dureza
La dureza del agua es causada principalmente por sales de calcio y magnesio. La dureza del agua natural depende en alto grado de la naturaleza de los suelos en los que se originó. El agua de vetas de arenisca, granito o gneis es con frecuencia muy blanda. El agua de suelos de creta, yeso o dolomita es muy dura. El agua de lluvia es blanda.
Evaluaciones de las soluciones de limpieza
Concentración: La medición de la concentración es el requisito más importante en la efectividad de la limpieza,
Medición del pH: La medición del pH puede ser un método eficaz y rápido para evaluar la calidad y concentración de líquidos. Sin embargo, este método puede dar falsos resultados si el líquido se contamina, es decir, el valor del pH y la concentración no siempre coinciden. Por consiguiente se recomienda usar la titulación o un conductímetro para determinar la concentración de los líquidos de limpieza.
Conductividad: Muchas unidades de limpieza están equipadas con un conductímetro, un instrumento microprocesador usado en procesos industriales para la medición y regulación en línea de la conductividad. La conductividad se calcula a partir de la intensidad de la corriente que fluye a través del fluido a medir a un voltaje de referencia conocido. La señal se convierte en información digital y luego se procesa según los valores de temperatura y de calibración. Como la temperatura tiene una gran influencia sobre los valores de conductividad, es indispensable que el conductímetro tenga una compensación automática de temperatura.
Habitualmente se usan dos tipos de conductímetro:
Aplicación de limpieza química según características tecnológicas.
Puede escogerse la aplicación de un tipo de limpieza química atendiendo al proceso tecnológico. Puede dividirse el proceso a limpiar de 2 formas.
1- Equipos de superficie fría
2- Equipos de superficie caliente
Equipos de superficie fría. Son aquellos equipos que no contemplan tratamiento térmico, por ejemplo (tanques de almacenamiento, equipos de recepción, sistemas de frío, etc), puede decirse en forma general que es necesaria una limpieza alcalina todos los días y una limpieza ácida una vez por semana.
Equipos de superficie caliente. Contemplan tratamiento térmico, por ejemplo (pasteurizadotes, etc.) se recomienda usualmente una limpieza diaria con álcalis y con ácidos. Es importante notar que varios factores pueden influir en estos procedimientos, como los productos producidos y la calidad del agua.
Proceso de CIP/COP
El proceso de limpieza tiene las siguientes secuencias y parámetros:
- Enjuague:con agua fría para remover cualquiersuciedadsuelta. Se usa agua fría para reducir el consumo de agua caliente.
- Preenjuague:con agua a 50-60°C, para remoción del azúcar y fundir cualquier grasa. La temperatura no debe exceder60°Cpara evitar la desnaturalización de las proteínas que entonces sevolveríanmucho más difícilesdelimpiar.
- Limpieza con un detergente alcalinopara remover proteínas y grasas. Se recomienda a una concentración de 1,5 - 2,0 y temperatura de85ºCmínimo
- Enjuague con agua para remover cualquier residuo de detergente alcalino.
- Limpieza con un detergente ácidopara disolver sales minerales y depósitosdejadospor el producto o por agua dura. Este proceso debe repetirse tan a menudo comoseanecesario, dependiendodesi las superficiessoncalientes o frías,del tipo de alimento ydela calidad de agua. Se recomienda a una concentración de 1,0 - 1,5 y temperatura de60ºCmínimo
- Enjuague con agua paraeliminarcualquier residuo de detergente ácido.
Nota: Los productos especiales así como los equipos especiales de la planta pueden requerir ajustes en el programa. La única manera de determinar esto es inspeccionando el resultado de lalimpieza.
Factores de proceso importantes
Temperatura: La temperatura medida en la línea de retorno a la unidad de CIP es el factor más importante. Asegúrese de que la temperatura no caiga por debajo del valor recomendado en ningúnpunto de la línea. El control y registro de la temperatura deben ser automáticos y estar coordinados con el cronómetro. Esto es para asegurar que el tiempo de circulación se mide sólo a la temperatura correcta.
Tiempo: El tiempo de circulación siempre debe controlarse y registrarse automáticamente. El cronómetro siempre debe coordinarse con el control de temperatura.
Velocidad: Es preferible verificar el flujo en todo momento. Sino debe verificarse el flujo por lo menos cuando se monta o se modifica en alguna forma la instalación. Si hay algún problema paraalcanzar el flujo recomendado, hay varias soluciones, tales como el uso de bombas de refuerzo, división de los circuitos de limpieza, etc. Cuando diseñe un circuito de CIP, por favor estudie las caídas de presión y también las curvas de capacidad de las bombas para obtener los valores correctos.
Concentración y composición del detergente: La dosificación de los líquidos en el sistema debe hacerse automáticamente para lograr una concentración uniforme de detergente. La concentración debe ser medida y registrada automáticamente en cada ciclo de limpieza.
Métodos de verificación de la limpieza
La verificación de la efectividad de la limpieza debe ser considerada como una parte esencial de las operaciones de limpieza. Puede adoptar tres formas: inspección visual, inspección bacteriológica y ensayos de hisopado directo. Debido a los avances de la automatización, las líneas de procesamiento hoy en día son raramente accesibles a la inspección visual.
La inspección visual debe ser reemplazada por una inspección bacteriológica, concentrándose en un cierto número de puntos estratégicos en la línea producción.
Los resultados del CIP se controlan habitualmente mediante cultivos de bacterias coliformes. Si se hace un ensayo de hisopado sobre una superficie, el criterio es encontrar menos que una bacteria coliforme por cada 100 cm2 de la superficie controlada. El resultado es inaceptable si el recuento es mayor. Estos controles pueden hacerse sobre las superficies del equipo tras finalizar el programa de CIP. Esto se aplica a tanques y tuberías, especialmente cuando se detectan recuentos excesivamente altos de bacterias en los productos.
A menudo se toman muestras del agua de enjuagado final o del primer producto que pasa por la línea tras la limpieza. Debe verificarse la calidad bacteriológica de todos los productos en sus envases para lograr un control de calidad completo del proceso de fabricación. El programa de control de calidad completo incluye, además del ensayo de coliformes, la determinación del recuento total de microorganismos y un control organoléptico (cata) del producto.
La inspección visual debe ser reemplazada por una inspección bacteriológica, concentrándose en un cierto número de puntos estratégicos en la línea producción.
Los resultados del CIP se controlan habitualmente mediante cultivos de bacterias coliformes. Si se hace un ensayo de hisopado sobre una superficie, el criterio es encontrar menos que una bacteria coliforme por cada 100 cm2 de la superficie controlada. El resultado es inaceptable si el recuento es mayor. Estos controles pueden hacerse sobre las superficies del equipo tras finalizar el programa de CIP. Esto se aplica a tanques y tuberías, especialmente cuando se detectan recuentos excesivamente altos de bacterias en los productos.
A menudo se toman muestras del agua de enjuagado final o del primer producto que pasa por la línea tras la limpieza. Debe verificarse la calidad bacteriológica de todos los productos en sus envases para lograr un control de calidad completo del proceso de fabricación. El programa de control de calidad completo incluye, además del ensayo de coliformes, la determinación del recuento total de microorganismos y un control organoléptico (cata) del producto.